Traceability in Manufacturing: The Expert’s Guide


U.S. companies recalled 492 million product units in the first quarter of 2026 alone, a 27% jump in a single quarter, according to Sedgwick’s US Recall Index. Traceability in manufacturing is what makes an event like that survivable: the ability to track every part, batch and lot from raw material receipt to customer delivery through recorded identification data.
When a defect surfaces, a manufacturer with lot-level traceability isolates the affected units in minutes instead of pulling entire product lines.
As a manufacturer, your products are critical to the modern way of life, including the economy. Manufacturers contributed $3.0 trillion at an annual rate to the U.S. economy in Q1 2026, with a total impact of $2.69 for every $1.00 spent in manufacturing, per the National Association of Manufacturers. Buyers expect visibility too: 76% of shoppers say transparency is important to them, up from 69% in 2018, per FMI and NIQ.
You need insight into where your raw materials come from, how goods route through your plant and how they end up in customers’ hands. Regardless of your industry, you need traceability.
This guide covers the three types of traceability, the marking technologies and software systems that make it work, the standards that govern it and eight best practices for rolling it out on your plant floor.
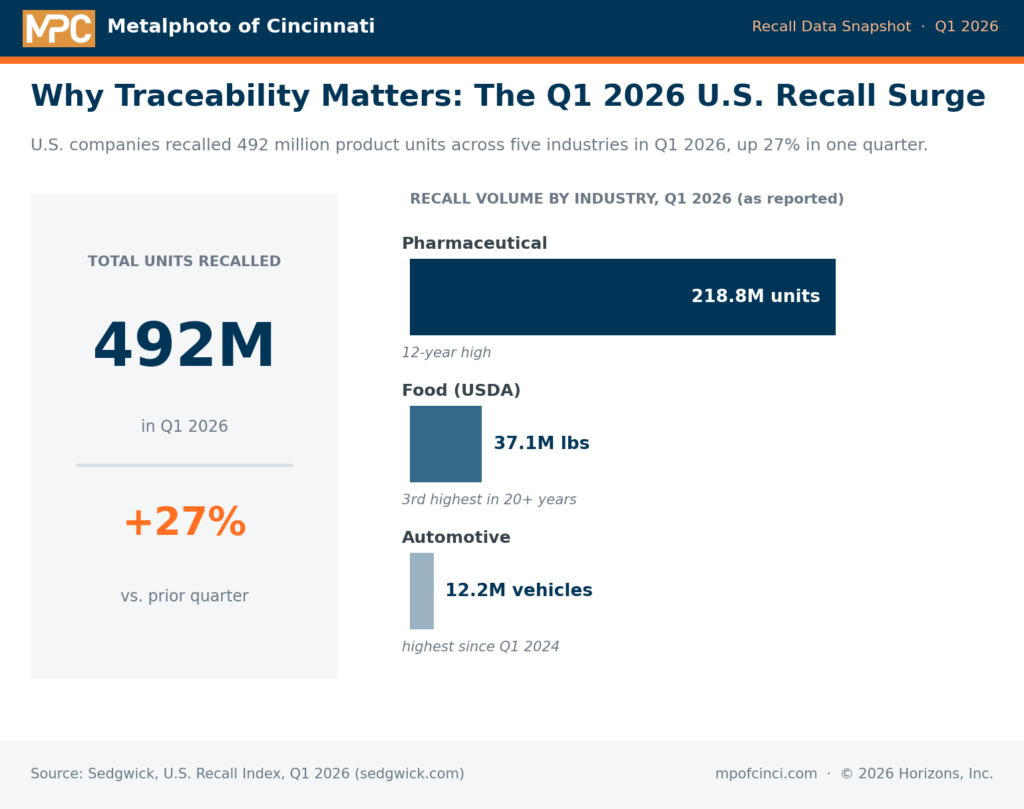
U.S. recalls surged 27% in Q1 2026. Source: Sedgwick US Recall Index
Traceability in manufacturing includes the processes, systems and tools you use to track where your goods are. This includes everything from the moment you receive raw materials to when you either sell them to the customer or dispose of them.
Traceability in manufacturing is an established practice in certain industries, such as food production and medical device manufacturing. As more industries realize the benefits of traceability, it’s becoming a widely implemented practice across the entire manufacturing sector.
While your exact processes will likely differ, traceability in manufacturing usually happens with a few simple steps:
With traceability in manufacturing, you get eyes on every part of your processes. You collect and manage data on your materials and products during the manufacturing process, and even in the upstream and downstream stages of the product journey.
Traceability solutions make it a cinch to verify if your shipments made it to the customer or if there are issues with a specific lot number.
Traceability in manufacturing is a must for modern manufacturers. There are actually several ways to conduct traceability, including:
Lot traceability tracks products in groups: every unit made from the same batch of material, on the same line, in the same run shares one lot number.
Serial number traceability, on the other hand, tracks each unit individually with its own unique identifier.
Lot tracking costs less and satisfies most food, chemical and consumer product requirements, but a recall pulls the whole lot. Serialization costs more per unit and is mandatory where individual units matter: medical devices under FDA UDI rules, defense items under MIL-STD-130 UID and aerospace components with individual service histories.
Many manufacturers combine the two, using lot numbers for raw materials and serial numbers for finished assemblies.
Material traceability in manufacturing is the record of where the raw material in a part came from: the mill heat or batch it was produced in, its chemical and mechanical test results and every processor that touched it before your receiving dock.
In metal manufacturing, the core document is the mill test report (MTR), which certifies the heat number and composition of each lot of sheet, plate or bar produced to aluminum sheet specifications and their steel equivalents. Manufacturers need material traceability most where a bad heat can cascade into structural failures, which is why aerospace, nuclear, pressure vessel and defense production all require heat-lot control.
In practice, material traceability means recording the heat or lot number at receiving, carrying it through every manufacturing step and marking it on the finished part or its data plate.
Once you can track ingredients, parts and products during the manufacturing process, you’ll get a bird’s-eye view of your business. While traceability has been practiced by some industries for years, such as medical device manufacturing, defense and food production, it’s becoming a valuable tool for automotive, electronics and other industries, too.
Regardless of your customer base, traceability helps manufacturers:
Recall specialists say the same thing about the current environment:
“The ongoing economic uncertainty should urge companies to control what they can do, including assessing their compliance risk and evaluating their recall plans against a dynamic regulatory environment.”
– Chris Harvey, Senior Vice President: Sedgwick, May 2026
Traceability is the control Harvey is describing: you cannot evaluate a recall plan for products you cannot locate.
Traceability requirements come from specific regulations, not general best practice.
ISO 9001:2015 clause 8.5.2 sets the baseline for everyone else: identify outputs, identify their status and control unique identification wherever traceability is required.
The regulator who architected the FDA rule argues the industry has run out of reasons to wait:
“It’s been 15 years since Congress asked FDA to implement a food traceability rule. At some point, we need less talk, less endless meetings, and more action. Solving foodborne illnesses, many that go unresolved, strengthening root cause investigations, and preventing recurring outbreaks depends on it.”
– Frank Yiannas, former FDA Deputy Commissioner for Food Policy and Response: Food Safety News, February 2026
The deadline moved, but the direction did not: regulators expect lot-level records, and manufacturers who build them now avoid the scramble later.
Product traceability in manufacturing looks different on every factory floor.
Each example is the same manufacturing traceability discipline applied to a different product and regulator.
Your traceability system is only as durable as the identifier on the part.
Match the identifier to the harshest environment the part will see, not the environment where it is applied.
 Metalphoto of Cincinnati
Traceability ID Selector
Metalphoto of Cincinnati
Traceability ID Selector
A traceability in manufacturing system is the software layer that stores every scan event and links it to a unique identifier.
Most plants assemble it from four parts:
When you evaluate traceability software, test the following five things:
Rockwell Automation’s 2026 State of Smart Manufacturing report found manufacturers use only 43% of the data they collect, so favor traceability in manufacturing systems that surface exceptions automatically over systems that just archive scans.
Traceability in manufacturing might initially sound overwhelming, but it’s an incredibly beneficial tool for manufacturers in any industry. But how do you get the most value out of your traceability processes? Follow these eight traceability in manufacturing best practices to boost visibility across your factory.
What problems should traceability solve?
It’s great to implement traceability, but you need goals to determine if it’s actually effective. That might mean creating KPIs and goals for:
It’s a good idea to benchmark against your competitors as well as yourself. This will tell you what’s standard in your business and what, if anything, you need to correct.
It’s impossible to conduct traceability without some kind of technology in place. This might mean adding tech to streamline your processes, such as:
You never want to reuse codes or identifiers, especially within a short time. Every single asset needs a unique identifier.
That might mean creating longer, more complex identifiers with numbers and letters, but this is crucial to keeping all of your lot numbers distinct from each other.
Every manufacturer gets to decide how they want to serialize their traceability solutions. You might choose a combination of:
You can also use QR codes to track your identifiers, which can still work if a piece is missing. They also allow you to store more information in a small space.
It’s not always a good idea to put a QR code on a machine without any other context. What if your employees don’t have a device on hand to scan the code?
Occasionally, the humans in your factory will need to quickly access information by looking at a label or an equipment nameplate. They might need quick access to essential operating instructions, for instance, or they might need to access information about a vehicle, compliance information, equipment ratings, and other data.
It’s great to give more detailed information upon scanning, but high-level information should also be printed below the code. This way, your team can still access basic information without scanning.
This is essential if you have a time-sensitive issue, like a recall. There’s less of a need to scan every single asset in the factory — just have your team look for assets matching the recall’s parameters and then scan them to verify the information.
Even if you’re using automation and technology in your factory, you rely on your employees to keep your business moving. That’s why it’s a good idea to train your employees on traceability, especially if you have to answer to regulators.
What are your standards? If you’re audited, you need your employees to feel confident that they’re fulfilling regulatory requirements.
That’s why every manufacturer should train new employees as well as seasoned veterans on traceability processes. This will stamp out bad habits and ensure that everyone implements your processes with fidelity.
You must also document your processes if traceability systems are new to your organization. A Standard Operating Procedure (SOP) should systematically detail how your business implements traceability. This document should remove any ambiguity and serve as the go-to for any questions about traceability.
Of course, you’ll also need to update your SOP, so it’s actually useful. Ensure your team reviews SOPs at least twice a year to ensure they’re still accurate.
You don’t have to completely overhaul your manufacturing processes overnight. When implementing a new process like traceability, it’s better to start small, learn, and then expand from there.
Consider conducting a traceability pilot on a certain part of your production line or at one factory first. This will help your team gather data, learn what works (and what doesn’t), and iron out mistakes. Otherwise, you risk throwing your entire company into chaos by switching all of your processes at the same time.
Traceability holds so much promise for manufacturers, but if you’re required to satisfy regular audits, your traceability processes must also be compliant. Work with your legal team to look at your audit requirements: how can you ensure compliance with this new system?
Another way to look at this is to audit your current processes without traceability. Where are you falling short? How can traceability in manufacturing improve your business? This will help you get the most value possible from traceability without putting your business at risk.
If you use traceability software, chances are it’s not the only software used to run your business. The good news is that proper traceability software will integrate with all the other software tools you use, including your CRM or ERP.
If you're in a highly regulated industry like defense, choose from software solutions designed with the sector's unique needs in mind.
Be sure to choose a traceability solution that integrates and pushes data to other software. By combining information from multiple platforms, you can make faster, better and more informed decisions about your business as a whole.
Traceability in manufacturing has the power to make your business more efficient. It might require upfront work to implement, but traceability can save you so many headaches in the long run that it’s well worth the effort.
But your traceability processes need reliable tagging to work properly. MPC’s custom equipment labels make it a cinch to label your equipment, scanners, machines, and other critical components with long-lasting codes that won’t fade. Request a free sample today.
When it comes to traceability in manufacturing, start small and specific. Pick one production line, assign unique identifiers, mark them with tags rated for the environment and measure how long it takes to trace one lot end to end. That single number tells you more about your recall readiness than any software demo.
When the pilot works, scale it line by line and revisit your identifiers as parts move into harsher service. The manufacturers who handled Q1 2026’s recall surge best were the ones who could name every affected lot the same day.
Traceability is the ability to track and document the history, location, and application of a product or component through recorded identification data. It’s important because it enables quality control, facilitates product recalls if needed, and provides transparency throughout the supply chain.
Method traceability refers to the ability to trace the history and validity of a measurement method or analytical procedure. It involves documenting all steps, reagents, equipment, and standards used to ensure the method produces reliable and reproducible results
In Good Manufacturing Practice (GMP), traceability is crucial for ensuring product quality and safety. It allows manufacturers to track raw materials, production processes, and finished products, enabling quick identification and resolution of quality issues.
Traceability in GMP also supports regulatory compliance and facilitates product recalls if necessary
Lot traceability in manufacturing is the ability to track and identify all components, processes, and quality control measures associated with a specific production batch or lot. It allows manufacturers to trace the entire history of a product batch, from raw materials to distribution, which is essential for quality control and managing potential recalls
The two main types of traceability systems are chain traceability, which follows a product across companies from raw material supplier to end customer, and internal traceability, which tracks materials and parts within a single facility.
Chain traceability answers where a product came from and where it went; internal traceability answers what happened to it inside your plant.
To implement traceability in manufacturing, follow these steps:
The best practice for implementing traceability in manufacturing is to pilot one production line first, document the process in an SOP and expand across the plant once error rates stabilize.
Traceability maturity is often described in levels.
Our sales engineers are experts in automatic asset tracking, tagging and identification,a nd can answer all your questions. Get in touch now.
Lets Talk ›Enter your information and get a free guide that will give you a detailed overview of metal labeling, its advantages over alternative label materials, and all the best practices for using metal labels in your own business or organization.


